玉米铣刀:也称为棱齿铣刀或者锣刀及波萝纹铣刀,一般适用加工合成石、电木、环氧板、波纤板等绝缘材料。产品原料采用硬质合金棒材和钨钢棒材,具有高硬度,高耐磨性,高强度,抗弯曲,抗折损,刀具寿命长。 ①使用超细晶粒硬质合金材料,具有良好的铣、削性能,保证工作高效率; ②有足够的抗弯强度和耐磨性; ③铣槽、孔及板边、表面洁净、整齐、无毛刺。 玉米铣刀与普通整体高速钢立铣刀或焊接合金立铣刀不同,是一种在圆柱形刀体上安装硬质合金可转位刀片的铣削刀具。铣刀通常直接带有与机床联接的锥柄,锥柄形式根据机床接口标准而定,一般有采用机械手换刀的 BT 柄、JT 柄及手动换刀的ST 柄等。铣刀的刀片沿刀体轴向排列成螺旋状,形成较长的侧切削刃,一排切削刃通常用一个螺旋形主排屑槽,数量根据刀具规格不同而不同,通常为4 ~8,所以该类铣刀也称为螺旋立铣刀。该类铣刀在机械加工中主要用于粗铣去余量加工,应用场所非常广泛,可用于小平面、台阶侧面及底面、沟槽等的铣削加工,使用灵活方便,具有较高的加工效率。 1. 几种常见玉米铣刀结构 国内外常见的结构从刀片在刀体上的的安装形式分类,可分为平装结构和立装结构两种,这两种结构均多采用一个螺钉压紧刀片的形式,刀片转位及更换方便,其中,立装结构铣刀由于可承受较大的切削冲击,更适宜铸造毛坯件等大加工余量的场合应用。 按刀片的排列方式及数量主要分为如图 1 所示的两种形式。图 1a 所示的的刀片间隔排列,即两排切削齿组成一个完整有效的切削刃; 图 1b 所示的的刀片并列排布,即一排切削齿就是一个完整有效的切削刃。在同等规格的情况下,图 1b 所示的铣刀有效切削刃是图 1a 所示的铣刀有效切削刃的2 倍,切削效率也随之增加。这两种铣刀均为立装结构,装有带前角的精磨刀片。平装结构的多采用图 1b 所示的形式,且刀片多为带螺旋刃形式的。 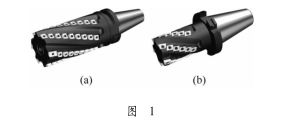
在使用过程中工作强度比较大的部位通常是铣刀的端部,端齿容易发生破损,有时会导致刀片的定位槽被破坏,造成整个铣刀无法正常使用,因此,常将端齿部位设计成可换端头形式,头部损坏后直接更换即可,不影响铣刀主体的正常使用,可以节约使用成本。如图2 所示为两种不同形式的可换端头,应用在如图 1a 所示的铣刀上,用一个锁紧螺钉,通过可换端头中间的定位孔从铣刀的前端进行安装定位。图 2a 所示圆周端齿的有效齿数与圆周齿的有效齿数相同; 图 2b 所示圆周端齿的有效齿数是圆周齿有效齿数的 2 倍,分别适用于不同的场合。 如图 3 所示的一种的刀齿排布形式与图 1a 所示的铣刀基本相同,但它的一个刀体可以更换四种不同形式的可换端头,成为四种不同的铣刀。可换端头的形式如图 4a、4b、4c、4d 所示。可换端头的安装是利用一个拉紧螺钉,从铣刀的后端通孔将可换端头拉紧定位。图 4a 所示圆周端齿的有效齿数与圆周齿的有效齿数相同; 图 4b 所示圆周端齿的有效齿数是圆周齿有效齿数的 2 倍; 图 4c 在图 4a 的基础上增加了顶齿,且其中一齿刀尖过中心; 图 4d所示刀齿为圆弧刃,形成球头形式。这四种可换端头分别根据不同的场合进行选用。 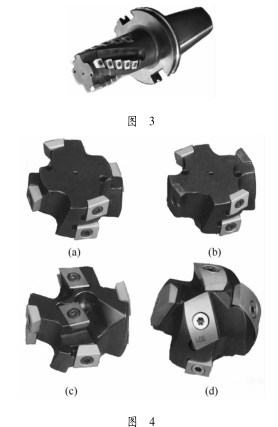
2. 的合理选用 图1a 所示铣刀的圆周端齿刀片均为两个切削刃,可转位两次,侧齿刀片为四个切削刃,可转位四次;图 1b 所示铣刀的圆周端齿刀片为一个切削刃,不可转位,侧齿刀片为两个切削刃,可转位两次,相对来讲,前者的经济性更好一些。但一般后者较前者有效切削刃增加 1 倍多,因此进给量可增加 2 ~ 2. 5倍,在机床功率满足的条件下,具有更高的切削效率。 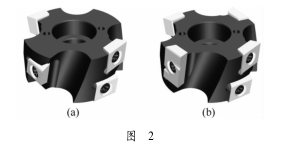 图 2 中可换端头安装在铣刀刀体上形成的铣刀 适用于不同场所。图 2a 所示的可换端头适用于铣削立面及前端面铣削量不大的台阶面; 图 2b 所示的可换端头端面有效切削齿较前者增加 1 倍,适用于铣削前端铣削量较大的台阶面。这两种结构的可换端头安装时是从铣刀前端安装,所以当可换端头损坏时,更换可换端头不需将铣刀从机床上卸下即可完成,更换快速、方便。 图 4 所示用于图 3 中的可换端头中的a、b 分别与图 2 对应的可换端头所适用的场合相同;c 可换端头安装在刀体上形成孔槽立铣刀,可以同时进行径向进给和轴向进给,适合于进行封闭键槽等型腔的铣削; d 可换端头安装在刀体上形成球头立铣刀,适用于在数控机床及仿形铣床上进行凹腔、内外轮廓及圆弧形沟槽的铣削。由此可见,该铣刀通用性更好,使用更加灵活,刀具成本也随之降低。但这种铣刀的可换端头的安装需从刀体后部进行,所以更换可换端头时需将铣刀从机床上卸下安装。 上述几种铣刀均可以通过更换不同材质的刀片实现钢、铸钢、铸铁等材料的加工。在刀片不涂层的情况下,加工一般钢类工件时铣削线速度一般采用 100 ~ 150m/min,每齿进给量 0. 1 ~ 0. 3mm/z; 加工一般铸铁类工件时铣削线速度一般采用 60 ~100m/min,每齿进给刀量 0. 1 ~ 0. 3mm/z,涂层刀片切削参数可进一步提高,具体视加工工况而定。比如,当铣削深度大于铣刀直径或系统刚性较差的情况,可适当提高铣削速度、降低走刀量。 与普通整体高速钢立铣刀或焊接合金立铣刀不同,是一种在圆柱形刀体上安装硬质合金可转位刀片的铣削刀具。铣刀通常直接带有与机床联接的锥柄,锥柄形式根据机床接口标准而定,一般有采用机械手换刀的 BT 柄、JT 柄及手动换刀的ST 柄等。铣刀的刀片沿刀体轴向排列成螺旋状,形成较长的侧切削刃,一排切削刃通常用一个螺旋形主排屑槽,数量根据刀具规格不同而不同,通常为4 ~8,所以该类铣刀也称为螺旋立铣刀。该类铣刀在机械加工中主要用于粗铣去余量加工,应用场所非常广泛,可用于小平面、台阶侧面及底面、沟槽等的铣削加工,使用灵活方便,具有较高的加工效率。 按刀片的排列方式及数量主要分为如图 1 所示的两种形式。图 1a 所示的的刀片间隔排列,即两排切削齿组成一个完整有效的切削刃; 图 1b 所示的的刀片并列排布,即一排切削齿就是一个完整有效的切削刃。在同等规格的情况下,图 1b 所示的铣刀有效切削刃是图 1a 所示的铣刀有效切削刃的2 倍,切削效率也随之增加。这两种铣刀均为立装结构,装有带前角的精磨刀片。平装结构的多采用图 1b 所示的形式,且刀片多为带螺旋刃形式的。 在使用过程中工作强度比较大的部位通常是铣刀的端部,端齿容易发生破损,有时会导致刀片的定位槽被破坏,造成整个铣刀无法正常使用,因此,常将端齿部位设计成可换端头形式,头部损坏后直接更换即可,不影响铣刀主体的正常使用,可以节约使用成本。如图2 所示为两种不同形式的可换端头,应用在如图 1a 所示的铣刀上,用一个锁紧螺钉,通过可换端头中间的定位孔从铣刀的前端进行安装定位。图 2a 所示圆周端齿的有效齿数与圆周齿的有效齿数相同; 图 2b 所示圆周端齿的有效齿数是圆周齿有效齿数的 2 倍,分别适用于不同的场合。 如图 3 所示的一种的刀齿排布形式与图 1a 所示的铣刀基本相同,但它的一个刀体可以更换四种不同形式的可换端头,成为四种不同的铣刀。可换端头的形式如图 4a、4b、4c、4d 所示。可换端头的安装是利用一个拉紧螺钉,从铣刀的后端通孔将可换端头拉紧定位。图 4a 所示圆周端齿的有效齿数与圆周齿的有效齿数相同; 图 4b 所示圆周端齿的有效齿数是圆周齿有效齿数的 2 倍; 图 4c 在图 4a 的基础上增加了顶齿,且其中一齿刀尖过中心; 图 4d所示刀齿为圆弧刃,形成球头形式。这四种可换端头分别根据不同的场合进行选用。
2. 的合理选用 图1a 所示铣刀的圆周端齿刀片均为两个切削刃,可转位两次,侧齿刀片为四个切削刃,可转位四次;图 1b 所示铣刀的圆周端齿刀片为一个切削刃,不可转位,侧齿刀片为两个切削刃,可转位两次,相对来讲,前者的经济性更好一些。但一般后者较前者有效切削刃增加 1 倍多,因此进给量可增加 2 ~ 2. 5倍,在机床功率满足的条件下,具有更高的切削效率。 图 2 中可换端头安装在铣刀刀体上形成的铣刀 适用于不同场所。图 2a 所示的可换端头适用于铣削立面及前端面铣削量不大的台阶面; 图 2b 所示的可换端头端面有效切削齿较前者增加 1 倍,适用于铣削前端铣削量较大的台阶面。这两种结构的可换端头安装时是从铣刀前端安装,所以当可换端头损坏时,更换可换端头不需将铣刀从机床上卸下即可完成,更换快速、方便。 图 4 所示用于图 3 中的可换端头中的a、b 分别与图 2 对应的可换端头所适用的场合相同;c 可换端头安装在刀体上形成孔槽立铣刀,可以同时进行径向进给和轴向进给,适合于进行封闭键槽等型腔的铣削; d 可换端头安装在刀体上形成球头立铣刀,适用于在数控机床及仿形铣床上进行凹腔、内外轮廓及圆弧形沟槽的铣削。由此可见,该铣刀通用性更好,使用更加灵活,刀具成本也随之降低。但这种铣刀的可换端头的安装需从刀体后部进行,所以更换可换端头时需将铣刀从机床上卸下安装。 上述几种铣刀均可以通过更换不同材质的刀片实现钢、铸钢、铸铁等材料的加工。在刀片不涂层的情况下,加工一般钢类工件时铣削线速度一般采用 100 ~ 150m/min,每齿进给量 0. 1 ~ 0. 3mm/z; 加工一般铸铁类工件时铣削线速度一般采用 60 ~100m/min,每齿进给刀量 0. 1 ~ 0. 3mm/z,涂层刀片切削参数可进一步提高,具体视加工工况而定。比如,当铣削深度大于铣刀直径或系统刚性较差的情况,可适当提高铣削速度、降低走刀量。 3. 结语 随着制造工艺水平的提高及刀具材料的不断改进,国产刀具性能在逐渐提高,相对进口刀具价位也低,更多的机械加工企业选择了国产刀具。笔者介绍的这几种国产有多种规格,按直径划分,一般为 50mm、63mm、80mm、100mm 等,有效切削刃长度一般为 50 ~ 200mm,而且同种直径规格的铣刀有效齿数一般有疏齿、中齿之分,有的规格还有密齿,不同的齿数用于不同的加工场所,特殊规格的铣刀还可非标定制,可以满足国内大多数机械加工场合的需求,具体选择应用时可根据所用机床、被加工件的材质等实际情况选定。 |







